Deploying a lockout/tagout (LOTO) program is important for the safety of factory workers. When employees…
A manufacturer of aluminum marine propellers was looking to upgrade their marking process to improve mark quality and production efficiency. The propellers are die cast, after which they are marked, shot blasted, and then painted. Each propeller is marked with a logo for branding and a part number and pitch number. The logo was being marked with a roll marking machine around the hub of the part. The part number and pitch number were being marked with a dot peen marking machine that could automatically load the correct numbers from a database, as many different size propellers were being manufactured.
Using multiple marking methods presented many challenges. Parts needed to be marked at off-line marking stations due to the nature of the marking methods and the difficult geometry of each part. This increased the overall time needed to apply the required marks. It also limited where the marks could be placed on the part, as the marking machines needed to be adjusted for each different size part.
They began a search for new ways of marking their propellers, including laser marking, even though laser marks had never been able to survive such processes as shot blasting and painting. But after a lengthy development process with Laserax in Quebec, they discovered it could be accomplished. The laser marks are applied in such a way that the shot blast media does not wear away the marks and they remain legible even after the painting process.
Using this new laser marking technology, they were able to:
- make the required marks in a shorter period of time at only one marking station
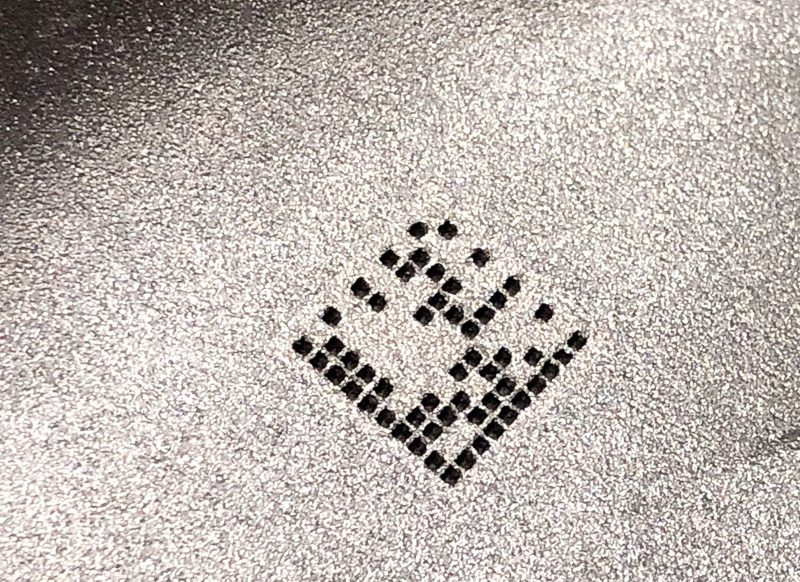
- mark precise production information in a 2D code such as serial numbers and production date and time
- easily mark the propellers in various places and at complicated angles by using 3D laser marking technology


Learn more about fast, powerful LXQ-3D marking lasers for shot blast resistant marking.
Related Articles