


Marcaje permanente sin contacto
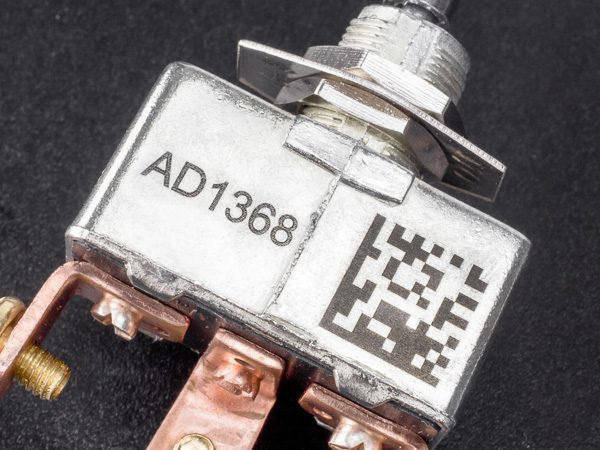
El marcado por láser es un proceso térmico que utiliza el calor generado por un rayo láser para alterar la superficie del material que se está marcando. Hay varias formas en que un láser puede crear marcas, en función del material y su acabado superficial, la longitud de onda del láser y los ajustes utilizados en el software del láser.
Los láseres marcan texto de alta resolución, gráficos, códigos de barras y sobre materiales desnudos o recubiertos. Los láseres galvánicos rápidos imprimen mensajes en cuestión de segundos para satisfacer las necesidades de producción de grandes volúmenes.
Sin necesidad de tintas, fluidos u otros consumibles, los láseres son una forma rentable y sin mantenimiento de marcar artículos.






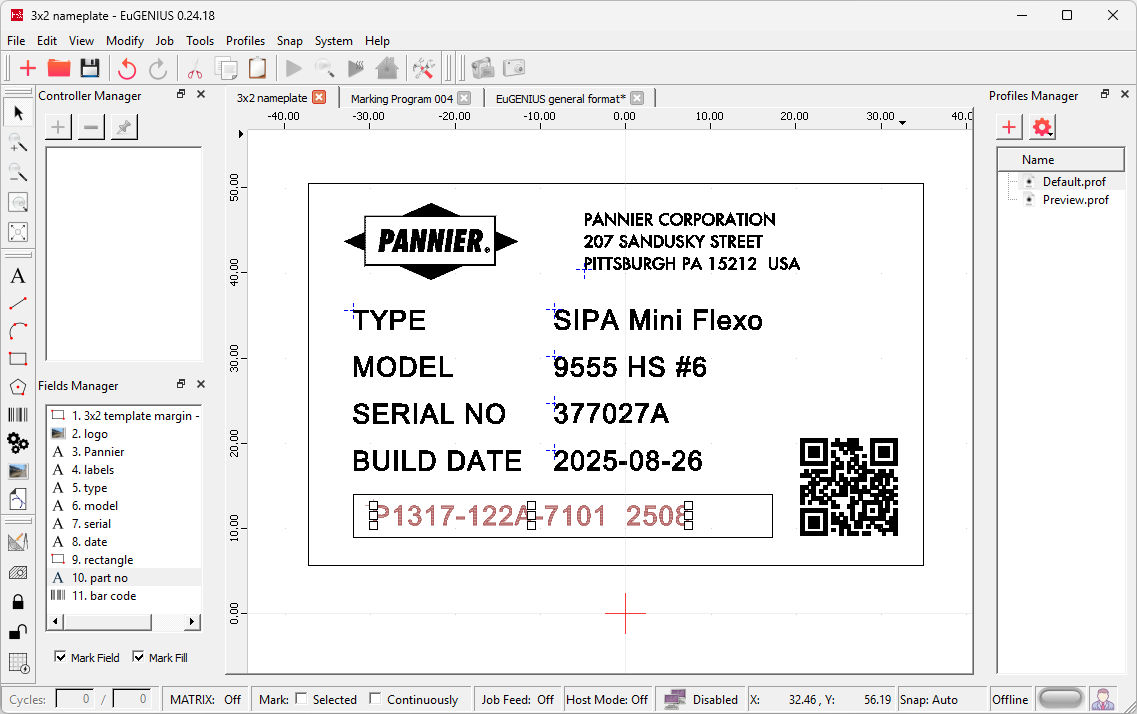
Configuración rápida y sencilla con el software EuGENIUS
Todos los láseres Automator incluyen el sencillo pero potente software de marcado EuGENIUS. Configurar programas de marcado es fácil con su interfaz de arrastrar y soltar. Para automatizar el proceso de introducción de datos, explore las opciones de comunicación avanzadas.
Integrado
Incorpore el marcaje láser en líneas de producción o células automatizadas.

Los cabezales compactos de marcaje láser industrial ofrecen funciones robustas para entornos de fabricación.
Los sistemas láser Automator pueden funcionar con o sin PC. Utilice comunicaciones Ethernet, E/S o bus de campo para una integración perfecta.
estaciones de trabajo
Las carcasas para láser de clase 1 ofrecen seguridad y facilidad de uso.
Estas estaciones de trabajo completas incluyen un láser de marcaje alojado en una caja a prueba de láseres con un sencillo panel de control frontal.
Elija un sistema en función de los materiales que desee marcar, así como del volumen y la velocidad de marcado requeridos.

Portátil
Marque piezas grandes y zonas de difícil acceso.
Los sistemas de marcaje láser portátiles ofrecen flexibilidad para marcar sobre artículos de gran tamaño.
El potente láser de fibra ofrece una identificación rápida, permanente y de alta resolución.
Etiqueta y placa
Marcado rápido y automatizado de etiquetas y placas de identificación metálicas.
Elija un sistema de grabado láser diseñado para mantener sus etiquetas, placas de identificación o etiquetas de lámina existentes.
Las carcasas ATF y PLACA son compatibles con cualquier láser Automator para garantizar una compatibilidad óptima con sus materiales.

Preguntas frecuentes
Se pueden utilizar diferentes técnicas de procesamiento láser para producir el tipo de marca que desee en su material. Algunas técnicas crean marcas profundas, otras marcas de color de alto contraste, etc. Se tienen en cuenta varios factores para determinar el láser y la técnica más adecuados para cada aplicación.
Compruébelo usted mismo. En el laboratorio de marcaje láser de Pannier se pueden realizar muestras de marcaje en sus artículos.
Las marcas láser son permanentes. En comparación con un proceso de impresión en el que se aplica tinta o pintura a la superficie de una pieza, el marcado por láser utiliza energía térmica para eliminar u oscurecer una superficie. Las marcas resultantes no se ven afectadas por la luz, el calor, los fluidos o la abrasión leve.
El grabado por láser es el proceso de utilizar energía térmica para vaporizar y así eliminar pequeñas cantidades de material. En el grabado por láser, la energía térmica se utiliza para alterar el material, creando así marcas contrastadas de textura o color.
Durante el grabado por láser, se elimina una cantidad precisa de material. La cantidad se basa en varios factores y ajustes:
- El material que se va a marcar y su compatibilidad con la longitud de onda del láser utilizado.
- La potencia del láser.
- La potencia de marcado y los ajustes de velocidad que se están utilizando.
- El número de pasadas. Un sistema láser puede programarse para marcar un mensaje varias veces en el mismo lugar para conseguir una marca más profunda.
Los sistemas láser de Clase 1/Clase I utilizan carcasas de seguridad para encerrar completamente el rayo láser durante el funcionamiento, de modo que no es necesario tomar precauciones de seguridad adicionales. Se utiliza cristal de seguridad para eliminar la posibilidad de lesiones oculares durante la visualización del láser.
Los láseres de Clase 4/Clase IV son láseres de haz visible que no disponen de protección alrededor del haz, lo que puede provocar quemaduras, lesiones y daños oculares. Al integrar láseres de clase 4 en entornos de producción, deben tomarse precauciones de seguridad, como la utilización de armarios seguros para láseres o protección ocular y el uso de enclavamientos de seguridad.
Obtenga más información sobre el láser y su seguridad en el sitio web de la OSHA.


